ООО Технология Чэнду Сюньцзитун





Китай: регистрация и хранение данных на заводах?
2026-02-09
Когда заходит речь о сборе и хранении данных на производстве в Китае, многие сразу представляют себе гигантские централизованные системы или тотальный контроль. На практике же всё часто упирается в простые, но критичные вещи: как зафиксировать температуру в печи в конкретный момент времени так, чтобы эти данные не потерялись, не исказились и могли быть проанализированы через полгода. Это не про ?большие данные? в глянцевом смысле, а про ежедневную рутину, от которой зависит качество партии и соответствие стандартам. Частая ошибка — гнаться за сложными ERP-системами, забывая, что на участке может не быть стабильного Wi-Fi, а оператору нужен интерфейс, в котором не больше трёх кнопок.
От показаний термометра до цифрового следа: где начинается регистрация
Всё начинается с точки измерения. Допустим, литьё под давлением. Критичный параметр — температура формы. Можно, конечно, использовать штатный термометр и записывать значения в бумажный журнал раз в смену. Но это даёт лишь усреднённую, часто бесполезную картину. Реальная регистрация должна быть непрерывной и привязанной к конкретному изделию или технологическому циклу. Именно здесь возникает первый разрыв: между физическим процессом и его цифровым отображением. Многие небольшие заводы годами работают с этим разрывом, полагаясь на опыт мастера, который ?на слух? определяет, что с температурой что-то не так.
Переломный момент наступает, когда появляется требование от заказчика предоставить полный температурный профиль для каждой партии. Бумажные журналы не подходят. Приходится искать решения. Я видел попытки использовать обычные промышленные логигеры данных — устройства, которые пишут показания на внутреннюю память. Но потом оказывается, что с них нужно вручную выгружать данные, объединять файлы, и где-то обязательно возникает ошибка ?человеческого фактора?. Пропустил одну выгрузку — пробел в данных за неделю. Хранить-то можно, но целостность и достоверность цепочки под вопросом.
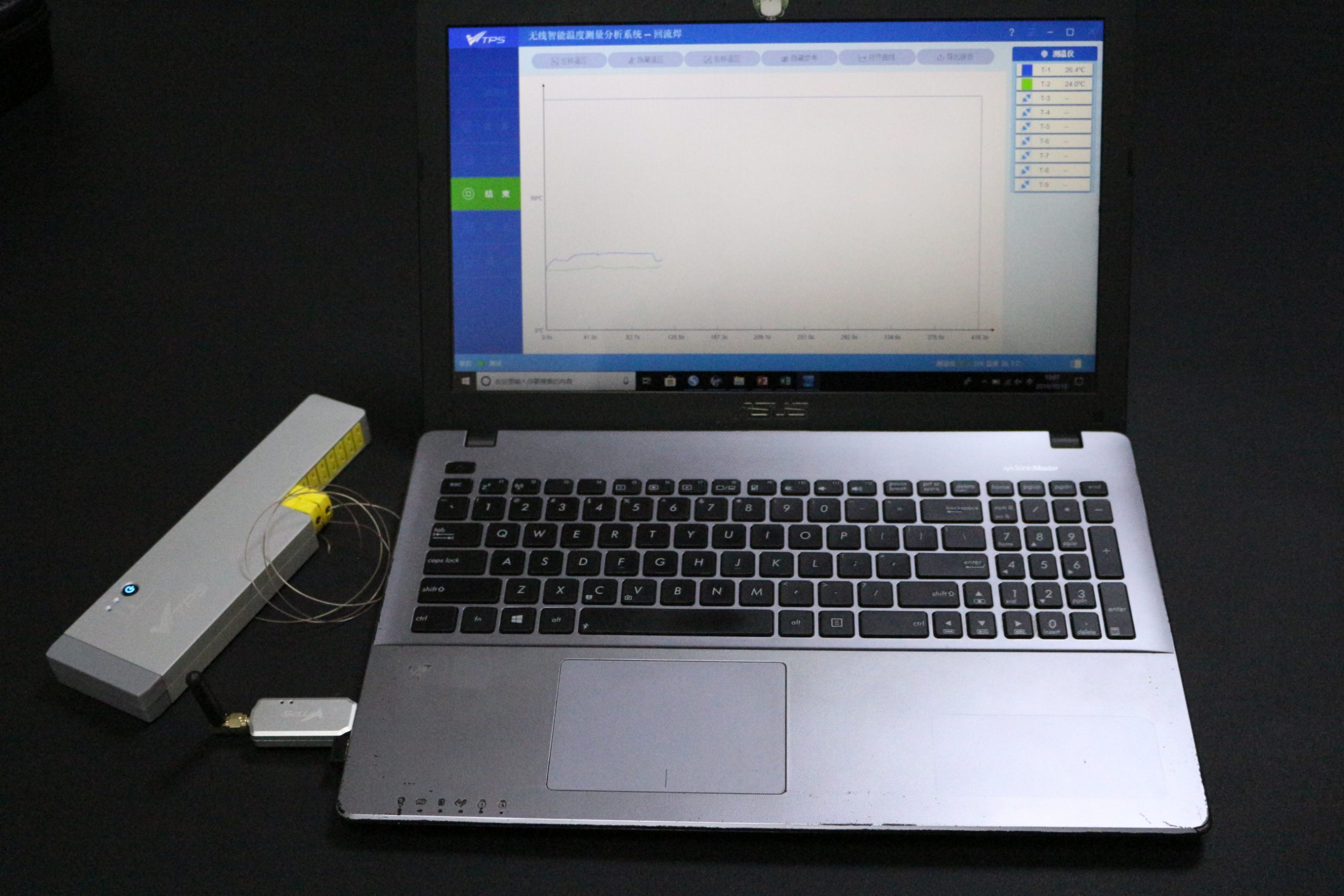
Поэтому сейчас вектор смещается в сторону систем, которые не просто регистрируют, но и сразу передают данные в защищённое хранилище. Несколько лет назад мы тестировали для одного из цехов по производству электронных компонентов систему на базе беспроводных датчиков. Идея была в том, чтобы снять показания с десятков точек и сразу отправить их на сервер. Но столкнулись с тем, что в цеху полно металлоконструкций, которые глушат сигнал. Пришлось комбинировать: где-то радиоканал, где-то проводные хабы. Ключевым был именно протокол надёжной беспроводной передачи данных, который мог бы компенсировать помехи. Без этого вся архитектура хранения рушилась на этапе сбора.
Хранение: не архив, а рабочий инструмент
Собранные данные — это сырьё. Их ценность определяется тем, как и сколько они хранятся, и главное — как к ним потом можно получить доступ. Требования в Китае, особенно в оборонно-космическом секторе, жёсткие: данные по критичным параметрам процесса должны храниться годами. И не просто ?на жёстком диске?, а с обеспечением неизменности (immutability). Любая аудиторская проверка может запросить температурную кривую для изделия, выпущенного три года назад.
На одном из предприятий, с которым мы работали, изначально использовали локальный сервер с простой базой данных. Всё было хорошо, пока не произошёл сбой диска. Резервные копии делались вручную и… выяснилось, что последняя ?живая? копия была месячной давности. Месяц данных по термообработке был потерян. Это был дорогой урок, который привёл к переходу на гибридную схему: локальный буфер для оперативного доступа плюс автоматическая синхронизация с облачным хранилищем в другом регионе. Важно, что облако здесь — не публичное, а частное, развёрнутое на инфраструктуре китайского провайдера, что важно с точки зрения местного законодательства о данных.
Но хранение — это не только надёжность носителя. Это ещё и структура. Сырые данные с датчиков — это поток чисел. Чтобы они стали информацией, их нужно привязать к контексту: ID оборудования, ID техпроцесса, ID партии сырья, ID оператора. Создание этой связки — самая сложная организационная задача. Часто на заводах есть MES (Manufacturing Execution System), но она ?заточена? под учёт продукции, а не под параметры процесса. Поэтому эффективные системы, как, например, система онлайн-мониторинга от ООО Технология Чэнду Сюньцзитун, проектируются изначально с учётом этой двойной привязки: данные должны быть частью цифрового двойника изделия.
Практические сложности и ?подводные камни?
Внедрение любой системы регистрации упирается в людей и процессы. Самый продвинутый беспроводной тестер температуры печи бесполезен, если оператор забывает его вовремя откалибровать. Калибровка — отдельная боль. По стандартам, она должна проводиться регулярно, и записи о ней — тоже часть данных, подлежащих хранению. Мы пробовали внедрять систему с RFID-метками на датчиках, где сканер на калибровочной станции автоматически вносил бы запись в историю устройства. Но это потребовало изменения графика работы лаборатории калибровки и встретило сопротивление. Пришлось упрощать и оставлять ручной ввод, но через смартфон с QR-кодом, что снизило количество ошибок.
Другая частая проблема — разнородность оборудования. На одном заводе могут стоять печи трёх разных производителей, каждая со своим интерфейсом для снятия данных. Универсального шлюза не существует. Часто решение лежит в установке дополнительного аппаратного модуля — того самого PCBA (печатной платы), который берёт на себя роль адаптера. Компания ООО Технология Чэнду Сюньцзитун, например, как раз предлагает услуги аутсорсинговой обработки PCBA, что может быть ключевым для создания такого адаптивного шлюза под конкретное старое оборудование. Это нестандартная работа, но без неё не построить единое пространство данных.
И, конечно, стоимость. Не столько стоимость железа или софта, сколько стоимость внедрения и поддержки. Многие руководители цехов справедливо считают, что если система слишком сложна, она будет проигнорирована. Поэтому успешные решения часто минималистичны на вид: дисплей с одной-двумя цифрами (текущая температура и её отклонение от нормы) и зелёный/красный индикатор. Вся сложность и магия работы с алгоритмом отслеживания температурной кривой и нечётким ПИД-алгоритмом остаются ?под капотом?, на стороне сервера. Оператор видит только результат: ?всё в порядке? или ?требуется вмешательство?.
Кейс: интеграция в действующее производство
Расскажу на примере проекта по модернизации контроля на участке пропитки в электронной промышленности. Задача: обеспечить регистрацию и хранение температурного профиля в сушильных шкафах для 20+ продуктов с разными техусловиями. Исторически контроль вёлся выборочно, записи — в Excel на отдельном компьютере. Данные терялись, воспроизводимость страдала.
Было решено использовать прецизионную многоточечную систему контроля температуры. Ключевым был вопрос размещения датчиков: не на стенке шкафа, как часто делают, а непосредственно в зоне размещения продукта, в нескольких точках. Это дало реальную, а не условную картину. Данные по радиоканалу передавались на шлюз, а оттуда — на локальный сервер в цеху. Для хранения использовалась простая реляционная база, но с жёсткой структурой: каждая запись имела ссылку на техкарту. Это позволило позже автоматически генерировать отчёты для каждой партии.
Самым неочевидным препятствием стало… электропитание. Беспроводные датчики с автономным питанием от батареек требовали их замены. Плановое обслуживание 50 датчиков превращалось в головную боль. В итоге перешли на датчики с внешним низковольтным питанием, проложив слаботочные линии. Это увеличило стоимость и время внедрения, но радикально повысило надёжность системы сбора. Хранение данных стало бесшовным, без перерывов на ?техобслуживание?. Подробнее о подобных инженерных решениях можно посмотреть на сайте компании-разработчика: https://www.seadee.ru. Их опыт в системной интеграции как раз охватывает такие нестандартные сценарии.
Взгляд вперёд: данные как актив
Сейчас тренд смещается от простого архивирования данных к их активному использованию для предиктивной аналитики. Если система годами аккуратно хранит все температурные профили, то на этой истории можно обучить модель, которая начнёт предсказывать выход параметров за допустимые пределы или износ нагревательных элементов. Но для этого исходные данные должны быть чистыми и полными. Это следующий уровень зрелости.
На мой взгляд, будущее за системами, которые объединяют аппаратную часть (как те же датчики или многолинейные системы контроля температуры печи), протоколы передачи и платформу хранения/анализа в единый, но гибкий продукт. Причём платформа должна быть открытой для интеграции с другими заводскими системами (ERP, MES, PLM). Закрытые, проприетарные решения, несмотря на их кажущуюся надёжность, в долгосрочной перспективе проигрывают, так как завод становится заложником одного вендора.
Итог прост. Регистрация и хранение данных на китайском заводе — это не IT-проект, а производственно-технологический. Его успех определяется не мощностью сервера, а тем, насколько решение вписано в конкретный техпроцесс, учтены его нюансы и человеческий фактор. Данные должны работать на результат здесь и сейчас, а не просто пылиться в цифровом архиве ?на всякий случай?. Именно такой подход, сочетающий глубокое понимание технологии, как у ООО Технология Чэнду Сюньцзитун в их разработках, и прагматизм внедрения, в итоге даёт ту самую пресловутую ?цифровизацию?, которая реально повышает качество и эффективность.