ООО Технология Чэнду Сюньцзитун





Китай: как работают заводы многоканального измерения?
2026-01-31
Когда говорят о многоканальных измерительных системах в Китае, многие сразу представляют себе ряды одинаковых станков, гудящих в огромных цехах. Это, пожалуй, главное заблуждение. На деле, ключевое — не масштаб, а интеграция. Там, где европейский производитель может делать ставку на отдельный, пусть и сверхточный, прибор, китайский подход часто заключается в создании связки: аппаратная часть, ПО для управления и, что критично, алгоритмы обработки данных на месте. Это не про ?купил датчик и подключил?, это про систему, которая должна работать в реальных, часто неидеальных, заводских условиях — с вибрацией, перепадами температур, электромагнитными помехами. И вот здесь начинается самое интересное.
От идеи до корпуса: где кроется сложность
Первое, с чем сталкиваешься — это кажущаяся простота. Ну, датчики, модуль сбора, софт. Бери и делай. Но когда начинаешь проектировать систему, скажем, для контроля температуры в 32 точках литейной печи, вылезают нюансы. Важна не просто точность одного канала, а синхронность измерений по всем каналам. Разброс в доли секунды при считывании может исказить всю тепловую картину процесса. Многие локальные производители в начале пути эту проблему недооценивали, фокусируясь на количестве каналов, а не на их согласованной работе.
Опыт показал, что надежнее всего работает архитектура с центральным управляющим модулем и распределенными аналогово-цифровыми преобразователями. Но это удорожает схему. Поэтому часто идут на компромисс: используют высокоскоростные мультиплексоры. Тут-то и нужны те самые патентованные алгоритмы, которые компенсируют cross-talk (перекрестные помехи) между каналами и обеспечивают температурную стабильность самой измерительной платы. Без этого показания начинают ?плыть? уже через час работы в горячем цеху.
Яркий пример — продукты вроде тех, что делает ООО Технология Чэнду Сюньцзитун. Если посмотреть на их сайт seadee.ru, видно, что они позиционируют себя не просто как сборщики, а как R&D предприятие. И это ключевая деталь. Их многолинейная система контроля температуры печи — это не набор датчиков в коробке. Это, судя по описанию, комплекс с собственным протоколом передачи данных на основе буферного механизма и алгоритмами отслеживания кривой. Это и есть тот самый ?китайский подход?: встроенный интеллект на уровне системы, а не на уровне отдельного сенсора.
?Железо? против среды: испытания в полевых условиях
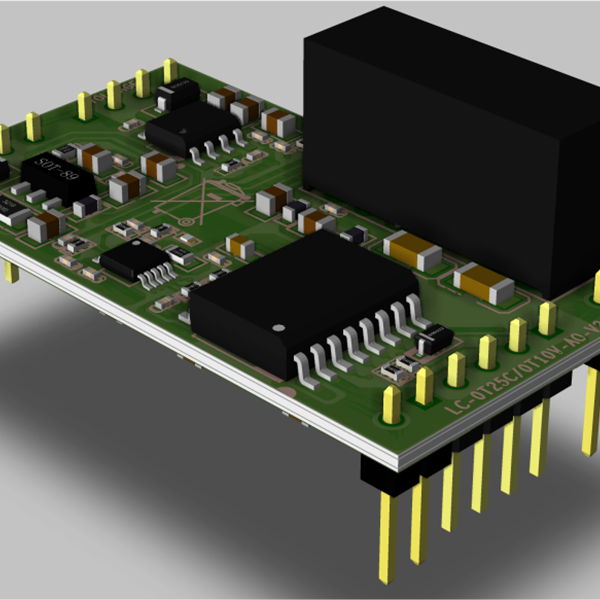
Любая, даже самая красивая, схема PCBA (печатной платы с компонентами) должна пройти обкатку в условиях, приближенных к боевым. Одна из наших ранних неудач была связана как раз с этим. Мы поставили систему на завод по литью алюминия. Лабораторные тесты были идеальны. Но через две недели начались сбои в передаче данных. Оказалось, что мощные индукционные печи создавали такие помехи в эфире, что наш стандартный радиопротокол просто захлебывался. Пришлось экранировать всё, что можно, и переписывать firmware, добавляя множественные повторные запросы и улучшенную коррекцию ошибок.
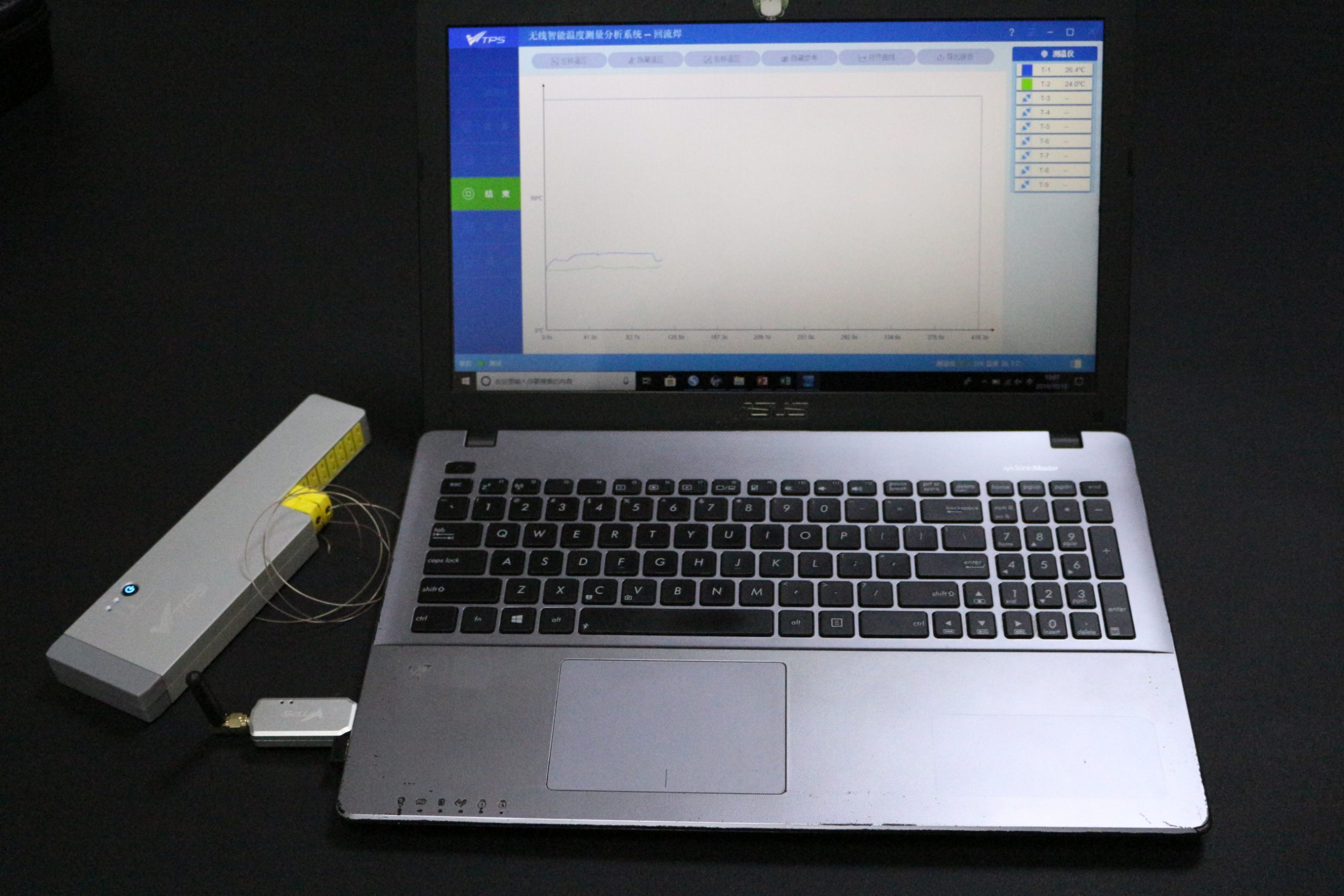
Именно поэтому в описаниях серьезных компаний, как та же ООО Технология Чэнду Сюньцзитун, основанная в 2016 году, делают акцент на ?протокол надежной беспроводной передачи данных? и ?аппаратную схему передачи радиочастот в режиме реального времени?. Это не маркетинг, это кровью и нервами добытые требования. Их беспроводной тестер температуры печи, судя по всему, рождался именно в таких противостояниях с суровой физикой цеха.
Еще один момент — калибровка. Заводской цех — это не метрологическая лаборатория с 20 градусами Цельсия. Калибровать многоканальную систему нужно либо в термостате, способном создать равномерное поле для всех датчиков (что сложно и дорого для 64 каналов), либо использовать поправочные коэффициенты для каждого канала, полученные в калибровочной печи. Второй способ чаще. Но тогда встает вопрос отслеживания истории калибровки каждого модуля. Хорошие производители привязывают серийный номер платы к ее индивидуальным калибровочным коэффициентам, которые зашиваются в память.
Софт: та самая ?видимая часть айсберга?
Интерфейс пользователя — это то, с чем сталкивается технолог на заводе. И если он неудобен, то все ваши гениальные алгоритмы и прецизионные АЦП ничего не стоят. Китайские софтверные решения здесь прошли большой путь. Раньше это было часто унылое окно с таблицей цифр и парой графиков. Сейчас — это веб-интерфейсы, облачные дашборды, мобильные оповещения.
Но главная фишка не в красоте. Главное — это возможность настройки логики работы под конкретный технологический процесс. Например, в системе онлайн-мониторинга для литья под давлением критично не просто показывать температуру, а отслеживать градиент нагрева/охлаждения по группам каналов и давать команду на открытие пресс-формы только при достижении определенного профиля. Это требует глубокой интеграции софта с ?железом? и понимания технологии.
Вот тут как раз и видна разница между просто производителем оборудования и системным интегратором. Компания, которая сама разрабатывает и аппаратную схему, и алгоритм отслеживания температурной кривой, как указано в описании Сюньцзитун, имеет преимущество. Их программисты и инженеры-технологи говорят на одном языке, что позволяет создавать более адекватный софт для конечных отраслей — электроники, военной аэрокосмической промышленности, где требования к данным крайне жесткие.
Интеграция в АСУ ТП: подводные камни
Идеальная картина — когда ваша многоканальная измерительная система становится частью общей автоматизированной системы управления технологическим процессом (АСУ ТП). На практике это часто боль. Старые заводы могут иметь SCADA-системы, которые понимают только Modbus RTU по RS-485. Более новые — OPC UA. Беспроводные системы часто стыкуются через шлюз, который и преобразует их внутренний протокол в промышленный стандарт.
Проблема в том, что не все производители измерительных систем закладывают такую возможность с самого начала. Иногда протокол передачи данных делается закрытым, ?для надежности?. А потом, когда заказчик просит подключить всё к Siemens WinCC, начинается аврал по написанию драйверов. Умные игроки сразу закладывают поддержку открытых или хотя бы распространенных протоколов. Это видно по зрелости продукта.
Кроме того, есть вопрос синхронизации времени. Если данные с вашей системы и, например, с системы контроля давления должны быть привязаны к одному временному штампу для последующего анализа, нужна синхронизация по NTP или аппаратному сигналу. Это кажется мелочью, но без этого все данные — просто куча цифр, а не инструмент для анализа процесса.
Экономика качества: почему не все так дешево
Стереотип о ?дешевом китайском? в сегменте прецизионного многоканального измерения уже не работает. Да, можно найти простые модули сбора данных по низкой цене. Но когда речь заходит о системах для ответственных применений — контроль термообработки в аэрокосмической отрасли, мониторинг температурных полей в высокоточном литье — цена определяется не стоимостью компонентов, а затратами на R&D, валидацию и создание того самого ?запаса прочности?.
Производство таких систем часто выглядит как гибридное. Ключевые элементы — разработка схемы, написание firmware, создание алгоритмов — делаются внутри компании, как у ООО Технология Чэнду Сюньцзитун. Аутсорсинговая обработка PCBA (то есть пайка компонентов на плату) отдается на специализированные фабрики с роботизированными линиями. Это дает контроль над ?мозгами? продукта и качество на уровне компонентов. Финальная сборка, калибровка и тестирование — опять же свои.
Поэтому, глядя на готовый продукт — будь то прецизионная многоточечная система или комплекс для онлайн-мониторинга — нужно понимать, что ты платишь не за железку, а за решение конкретной технологической задачи с заданной надежностью. И в этом Китай сегодня предлагает очень серьезные варианты, особенно там, где требуется гибкая кастомизация под нестандартный процесс. Это уже не копирование, а вполне самостоятельная инженерная школа со своими наработками и, что важно, своим обширным полигоном для испытаний — собственными же растущими высокотехнологичными отраслями.